

در تعریف شفاف تیغ اره نواری می توان گفت:
تیغه اره ها به ابزارهایی در دسته اره های برقی گفته می شوند، که با تیغه ای بلند و تیز و متشکل از نواری از دندانه های برنده پیوسته از جنس فلز و فولاد های بی متال که در دستگاه برش اره نواری بین دو یا چند چرخ کشیده می شود تا توانایی برش مقاطع مختلف فولادی یا غیر فولادی را بدست آورد.
تیغه اره ها که معمولا به بصورت حلقه ای شکل خرید و فروش می شوند، باید دو سر آن جوش خورده باشد که بتواند بر روی دستگاه های اره نواری افقی بر و یا عمود بر نصب گردد، تیغه اره ها بروی دو چرخ فلزی که در اطراف دستگاه اره نواری قرار گرفته است، نصب می گردند و با گردش چرخ ها دستگاه تیغه اره به حرکت در می آید و در نتیجه باعث برش مقاطع مختلف فولادی، چوبی و… می شود.

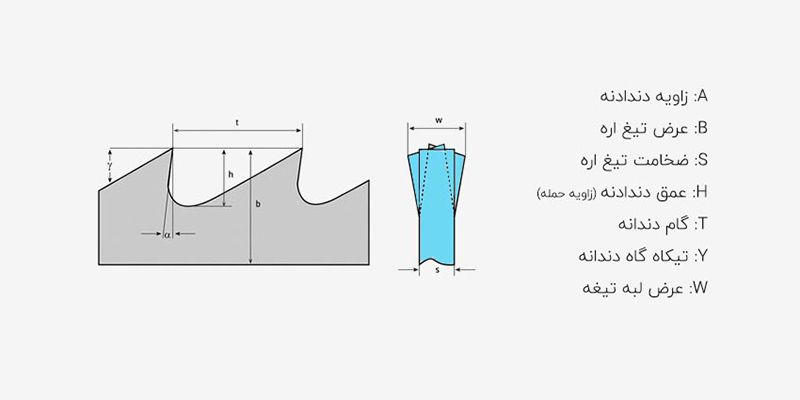
هر تیغ اره نواری دارای یک سری جزئیات و مشخصات اصلی و خاص است، از مشخصات اصلی تیغ ارهای نواری می توانیم به عرض تیغ اره, ضخامت تیغه اره, نوع دندانه, ارتفاع دندانه, زاویه دندانه، گام دندانه و تکیه گاه اشاره کنیم.
هر تیغه اره نواری از نظر نوع استفاده و عملکرد داری جزئیات متفاوتی است، این امر باعث شده که که هر یک از آنها دارای تنوع زیادی در صنعت های مختلف داشته باشند، در ادامه به معرفی بخش های مختلف و جزئیات تیغ اره نواری اشاره می کنیم:
- عرض تیغ اره
- ضخامت تیغ اره
- ارتفاع دندانه تیغه
- زاویه دندانه (زاویه حمله)
- گام دندانه
- تکیه گاه دندانه
- چپ و راست دندانه
عرض تیغه اره (width of blade)
عرض تیغ اره: به فاصله بین نوک دندانه و پشت تیغ اره گفته می شود, تیغ اره های نواری دارای عرض های متنوعی می باشند, هر چقدر عرض تیغ اره نواری کمتر باشد قدرت و طول آن کمتر بوده و مناسب برای برش مقاطع کوچک و هر چقدر عرض تیغ اره بزرگتر شود قدرت و طول آن بیشتر شده و برای مقاطع بزرگتر مناسب می شود, در تصویر بالا عرض تیغ اره نواری با حرف b نمایش داده شده است.
عرض های استاندارد تیغ اره نواری بطور معمول 6 – 8 – 10 – 13 – 16 – 20 – 25 – 27 – 34 – 41 – 54 – 67 – 80 – 100 و 120 میلیمتر می باشد.
ضخامت تیغه اره (thickness of blade)
منظور از ضخامت تیغ اره ضخامت بدنه تیغ اره نواری می باشد که در تصویر فوق با علامت s نمایش داده شده است و با ضخامت دندانه تیغ اره متفاوت می باشد, بطور معمول ضخامت اره نواری با عرض اره نواری رابطه مستقیم دارد و هرچقدر ضخامت تیغ اره بیشتر باشد عرض آن نیز بیشتر می شود.
ضخامت های استاندارد تیغ اره نواری بطور معمول 0.65 – 0.80 – 0.90 – 1.10 – 1.30 – 1.60 میلیمتر می باشد.
ارتفاع دندانه تیغه اره (height of blade)
فاصله نوک دندانه تیغ اره تا پائین ترین قسمت گودی دندانه تیغ اره را ارتفاع دندانه می نامند, که با حرف h در تصویر فوق نمایش داده شده است, میزان ارتفاع دندانه تیغ اره در حمل براده تاثیر بسزایی دارد. هر چقدر میزان این ارتفاع بیشتر باشد براده بیشتری برداشته می شود.
زاویه دندانه (زاویه حمله)
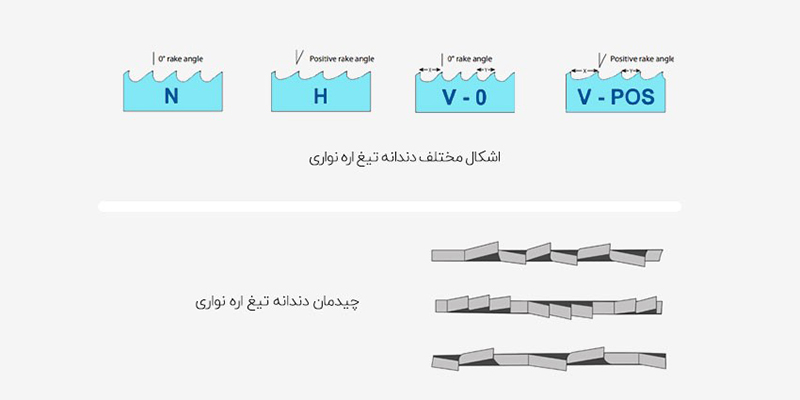
زاویه دندانه تیغ اره تاثیر بسزایی در پیشروی و نفوذ تیغه در قطعه کار دارد, هر چقدر زاویه دندانه تیغپه بیشتر باشد پیشروی و نفوذ دندانه ها به قطعه کار افزایش پیدا میکند, اما در مقابل احتمال شکسته شدن دندانه های تیغه در زاویه مثبت افزیش پیدا میکند که برای حل این مشکل باید نرخ باردهی و سرعت برش را نسبت به تیغ اره نواری با زاویه صفر درجه کمتر نمود. در نتیجه بطور کلی از تیغه ها با زاویه دندانه صفر درجه می توان برای برش انواع فلزات رنگین و مقاطع توخالی با جداره نازک و از تیغ اره با زاویه دندانه مثبت برای براش انواع مقاطع توپر,سنگین و مقاطع توخالی با جداره ضخیم استفاده نمود. در تصویر فوق زاویه دندانه با علامت آلفا α مشخص شده است.
گام دندانه
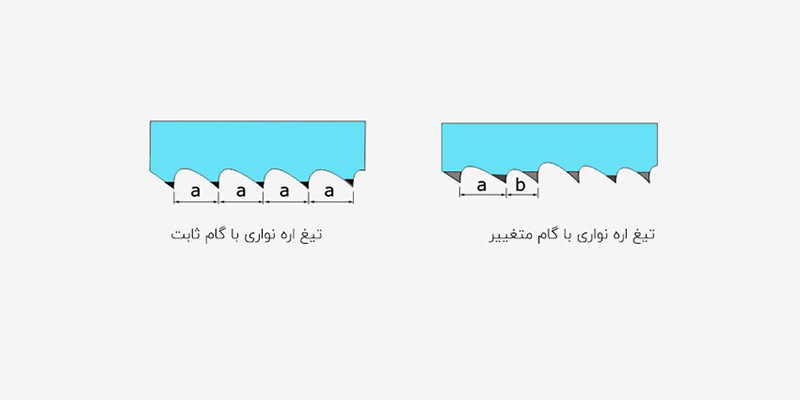
تیغ اره ها دارای گام های زیادی می باشد, که هر کدام از آنها برای بازه برشی خاصی طراحی شده است. هر چقدر گام دندانه تیغ اره کوچک باشد مناسب برای برش سطح مقطع کوچک و هرچقدر گام دندانه تیغ اره بزرگتر باشد مناسب برای برش سطح مقطع بزرگتر می باشد. گام دندانه در تصویر بالا با حرف t نمایش داده شده است،البته گام دندانه بسته به کاربرد تیغه می تواند ثابت یا متغیر باشد.
تکیه گاه دندانه
اصلی ترین عامل مقاومت دندانه های تیغ اره نواری در برابر ضربه و تنش های برشی, تکیه گاه دندانه یا همان قسمت پشتی دندانه محسوب می شود, این تکیه گاه توسط زاویه آزاد که آن را گاما ϒ می نامند، مشخص میگردد, اگر زاویه گاما کم باشد برای برش لوله, پروفیل, مقاطع توخالی و نامنظم و اگر زاویه گاما زیاد برای برش فلزات سنگین و توپر مناسب می باشد.
نکته: هرچقدر زاویه گاما کمتر باشد مقاومت دندانه به شکست افزایش پیدا می کند و هرچقدر کمتر باشد مقاومت به شکست کاهش پیدا می کند.
چپ و راست دندانه
چپ و راست بودن تیغ اره دارای مزیت های زیادی می باشد, مزیت هایی نظیر هدایت صحیح تیغ اره نواری در قطعه کار, گیر نکردن بدنه تیغ اره نواری در قطعه کار (برای اینکه بدنه تیغه اره هنگام برش در قطعه کار گیر نکند باید شکاف ایجاد شده از ضخامت بدنه تیغ اره نواری بیشتر باشد), براده برداری منظم و تقسیم فشار صحیح بین دندانه های تیغ اره نواری و مزیت های بسیار دیگر, در تصویر فوق ضخامت چپ و راست (به اندازه انتهایی ترین نقطه چپ و انتهایی ترین نقطه راست ضخامت دندانه تیغ اره نواری گفته میشود.) دندانه های تیغ اره نواری با علامت w نشان داده شده است.
خود تیغه اره نواری امکان ارائه در سایزهای گوناگون، دندانه های متغیر و زاویه های مختلف دندانه ها را دارد، که دستگاه های مصرف کننده را به شدت تطبیق پذیر میگرداند و نیز آنها را قادر میکند که طیف گسترده ای از دسته بندی های مختلفی همچون تیغ اره نواری فولادبر و تیغ اره نواری چوب بر تقسیم شود. بطور کلی از تیغ اره های نواری با زاویه دندانه صفر درجه می توان برای برش انواع فلزات و مقاطع توخالی با جداره نازک و از تیغ اره با زاویه دندانه مثبت برای براش انواع مقاطع سنگین و مقاطع توخالی با جداره ضخیم استفاده نمود.

ورق های آلیاژی
4 محصول
لوله صنعتی
3 محصول
مقاطع فولادی پولیش شده
3 محصول

فولادهای آلیاژی
6 محصول
مقاطع چهارگوش آلیاژی
3 محصول

تیغ اره نواری H.S.S
5 محصول